FANUC A20B-1005-0190
Numero della parte:A20B-1005-0190
Produttore:FANUC Corporation (Giappone)
Tipo di prodotto:PCB di controllo del motore a fusione
Serie di schede:A20B-1005
Che cosa fa questa commissione
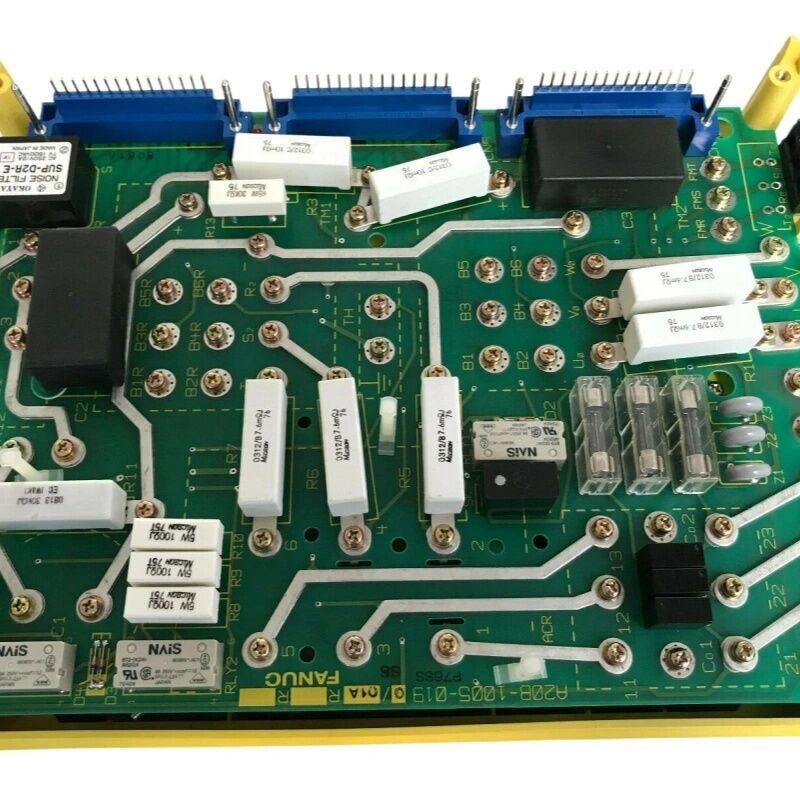
L'A20B-1005-0190 è la scheda di controllo all'interno di un azionamento a fusione AC FANUC.Gestisce la logica che si trova tra il comando a fusione del CNC e l'effettiva uscita del motore lettura del target RPM dal CNC, confrontandolo con il feedback della velocità reale, regolando l'uscita PWM e monitorando i segnali di corrente, temperatura e codificatore in tempo reale.
Il piano di alimentazione contiene i transistor IGBT che attivano le correnti motrici elevate.La scheda di controllo è l' elettronica che dice ai transistor quando passareMolti guasti di mandrino che sembrano problemi di power-stage ̇ allarmi di sovraccarico sull'accelerazione, velocità irregolare ̇ in realtà hanno origine nell'elettronica di controllo.Un circuito integrato del driver di cancello difettoso sulla scheda di controllo invia impulsi di tempistica errati ai transistor di potenzaLa sostituzione della scheda di controllo è il primo passo giusto in questi casi.
La serie A20B-1005 copre schede di controllo abbinate a specifiche configurazioni di azionamento a fusi AC FANUC, con la corretta interfaccia del segnale, la logica di protezione e il protocollo di comunicazione per tali azionamenti.
Dopo la sostituzione
Quando si installa una scheda di controllo di ricambio, verificare i parametri dell'azionamento.Se la scheda precedente aveva impostazioni personalizzate, ripristinarli da un elenco di parametri registrati prima di riportare il mandrino in produzione.
Specificità principali
| Parametro |
Valore |
| Numero della parte |
A20B-1005-0190 |
| Serie |
A20B-1005 |
| Tipo |
PCB di controllo del motore a fusione |
| Temperatura di funzionamento |
0°55°C |
| Temperatura di stoccaggio |
-20°60°C |
| Umidità |
75% RH max (non condensante) |
| Origine |
Giappone |
Domande frequenti
D1: Il fusibile mostra un allarme di sovraccorrente all'accelerazione. I transistor di potenza testano bene.
Un driver di cancello difettoso sulla scheda di controllo fa commuovere i transistor di uscita in modo errato.generando un picco di corrente che innesca il rilevamento di sovraccorrente anche quando i transistor stessi sono indenni- Sostituire prima la scheda di controllo e verificare i parametri prima di testare sotto carico.
D2: velocità del mandrino durante il taglio. motore e codificatore sembrano indomati. cosa controllare?
La ricerca della velocità con un sistema meccanico intatto indica il regolatore di velocità o l'elaborazione del feedback sulla scheda di controllo.Poi rivedere i parametri di guadagno del regolatore di velocitàSe entrambi sono corretti, il circuito del regolatore della scheda potrebbe avere componenti degradati.
D3: dopo la sostituzione della tavola, il mandrino funziona ma l'orientamento non è completo.
L'orientamento si basa sullo Z-impulso dell'encoder e sui parametri di orientamento dell'unità.verificare che il segnale Z raggiunga il terminale di ingresso corretto della scheda di ricambio.
D4: L'unità supera l'autotest ma ha un guasto al primo comando di velocità CNC.
Autotest normale ma difetto sul primo comando CNC suggerisce che l'interfaccia di comunicazione sulla scheda di controllo non può interpretare correttamente il comando seriale dal CNC.Confermare il cablaggio tra CNC e drive primaSe il cablaggio e' buono, il circuito di comunicazione della scheda e' il difetto.
D5: Come si deve conservare questa scheda come riserva preventiva?
Conservare in un imballaggio antistatico a temperatura ambiente stabile, lontano dall' umidità.registrare le impostazioni dei parametri dalla scheda installata un riserva con parametri documentati dimezza il tempo di recupero quando il riserva è eventualmente necessario.

 Il tuo messaggio deve contenere da 20 a 3000 caratteri!
Il tuo messaggio deve contenere da 20 a 3000 caratteri!