FANUC A20B-2001-0821 | Scheda di controllo servo serie Alpha SVM — CNC e Robot, Origine Giappone
Codice articolo: A20B-2001-0821
Produttore: FANUC Corporation (Giappone)
Tipo di prodotto: Scheda di controllo amplificatore servo (PCB SVM)
Serie scheda: A20B-2001
Famiglia di azionamenti: Modulo amplificatore servo serie FANUC Alpha (SVM)
Applicazione: Sistemi di azionamento servo CNC e robot FANUC
Panoramica
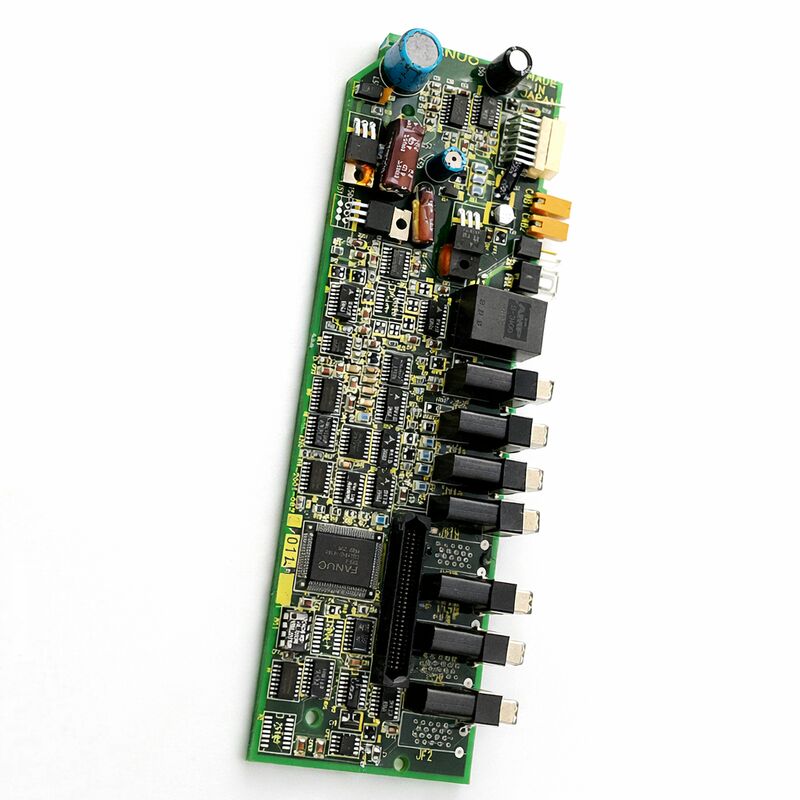
L'A20B-2001-0821 è una scheda di controllo dell'amplificatore servo per il modulo amplificatore servo (SVM) serie Alpha di FANUC.
Nell'architettura modulare degli azionamenti Alpha di FANUC, l'SVM è l'unità di amplificazione che alimenta direttamente un servomotore, prelevando la tensione del bus DC fornita dal PSM e convertendola nella corrente alternata trifase a frequenza variabile che aziona il motore.
L'A20B-2001-0821 è la scheda di controllo all'interno dell'SVM: il PCB che contiene l'elettronica di elaborazione per il loop di corrente dell'azionamento servo, il loop di velocità, l'interfaccia di feedback dell'encoder e la comunicazione CNC.
Gli azionamenti serie Alpha sono stati impiegati in un'ampia gamma di macchine utensili e robot industriali controllati da FANUC.
In un centro di lavoro CNC, ogni motore dell'asse ha il proprio SVM. In un robot industriale a sei assi, ogni motore di giunto ha il proprio SVM o condivide un'unità SVM con un vicino.
Ognuno di questi SVM contiene una scheda di controllo. Quando una scheda di controllo dell'azionamento servo si guasta, quell'asse o giunto si ferma e, con la scheda di ricambio corretta, riparte.
La serie A20B-2001 comprende schede di controllo per diverse configurazioni SVM Alpha, che coprono diverse correnti nominali dell'azionamento e tipi di interfaccia.
La variante -0821 serve il suo specifico modello SVM e revisione hardware all'interno di questa famiglia.
La scheda è prodotta in Giappone ed è progettata per i requisiti di funzionamento continuo delle applicazioni di azionamento servo industriali.
Specifiche chiave
| Parametro |
Valore |
| Codice articolo |
A20B-2001-0821 |
| Produttore |
FANUC Corporation |
| Tipo di prodotto |
Scheda di controllo amplificatore servo |
| Serie scheda |
A20B-2001 |
| Famiglia di azionamenti |
SVM serie FANUC Alpha |
| Applicazione |
Controllo azionamento servo CNC e robot FANUC |
| Origine |
Giappone |
| Temperatura operativa |
0 – 55°C (installato nell'unità SVM) |
| Temperatura di stoccaggio |
−20 – 55°C |
| Umidità |
75% RH max (senza condensa) |
| Condizione disponibile |
Nuovo (in eccesso) / Ricondizionato / Riparato |
La scheda di controllo SVM — Tre loop in uno
La scheda di controllo dell'azionamento servo esegue contemporaneamente tutti e tre i livelli di controllo del feedback servo. Comprendere come questi loop lavorano insieme spiega sia cosa rende preciso un azionamento servo ben funzionante, sia cosa si guasta quando la scheda di controllo si degrada.
Il loop di corrente è la base.
Legge le correnti di fase del motore dai sensori di corrente dell'SVM, le confronta con i comandi di corrente del controllore di velocità e regola i segnali del gate IGBT per portare la corrente effettiva al livello comandato. Questo loop viene eseguito a velocità di decine di kilohertz.
Un circuito di misurazione della corrente degradato sulla scheda introduce errori in questo loop, producendo distorsione di corrente che si manifesta come rumore del motore, vibrazioni e calore.
Il loop di velocità si trova sopra il loop di corrente.
Legge il feedback dell'encoder, calcola la velocità effettiva del motore, la confronta con la velocità comandata dal controllore di posizione e genera comandi di corrente.
Questo loop si aggiorna ogni poche centinaia di microsecondi.
Un circuito di interfaccia encoder degradato produce rumore nel feedback di velocità, causando instabilità di velocità.
Il loop di posizione si trova in cima. Riceve i target di posizione dall'interpolatore del CNC e li confronta con la posizione effettiva dell'encoder.
L'errore di posizione guida il comando di velocità. La chiusura di questo loop avviene ogni ciclo servo, tipicamente 1 millisecondo.
L'accuratezza del posizionamento dell'asse della macchina è determinata in ultima analisi da quanto bene tutti e tre i loop vengono eseguiti insieme su questa scheda di controllo.
SVM Alpha nelle applicazioni CNC e robot
In una macchina utensile CNC, i moduli SVM Alpha sono montati accanto al PSM nel cabinet dell'azionamento. Ogni SVM aziona un asse. In un centro di lavoro a 3 assi, ci sono tipicamente tre SVM, uno per X, uno per Y, uno per Z, più un modulo amplificatore mandrino.
Le schede di controllo in questi SVM comunicano con il CNC tramite il bus servo seriale di FANUC, ricevendo comandi di posizione e riportando le posizioni dell'encoder.
In un controller robot industriale FANUC, la stessa architettura SVM aziona i motori di giunto del robot.
La generazione di controller R-J3, ad esempio, utilizzava SVM Alpha per i sei assi di giunto del robot.
Il controller del robot comunica con questi SVM tramite la stessa interfaccia seriale di un CNC.
La scheda di controllo A20B-2001-0821 serve entrambi i contesti applicativi perché l'architettura hardware è coerente.
Questa compatibilità tra applicazioni è un vantaggio pratico nella manutenzione.
Una scheda di controllo di un robot dismesso può potenzialmente servire come sostituzione in una macchina CNC e viceversa, se il codice articolo completo della scheda corrisponde esattamente.
Identificazione di un guasto della scheda di controllo
Un guasto della scheda di controllo dell'azionamento servo produce uno schema specifico di sintomi che lo distingue da altri guasti del sistema di azionamento.
Errori di posizione, instabilità di velocità o rumore insolito del motore che appare solo su un asse specifico, mentre tutti gli altri assi funzionano correttamente, indica la scheda di controllo SVM di quell'asse o il suo percorso di feedback dell'encoder. I problemi della scheda di controllo tendono ad essere specifici dell'asse e coerenti.
Un azionamento che rifiuta di entrare nello stato pronto all'accensione, mostrando un allarme VRDY (velocity ready) prima che venga comandato qualsiasi movimento, è un forte indicatore di un guasto della scheda di controllo.
La scheda esegue autodiagnostica all'accensione. Un guasto in questa sequenza produce un allarme immediato e persistente.
Errori di posizione intermittenti che peggiorano con la temperatura, l'asse funziona correttamente quando l'azionamento è freddo e si degrada man mano che si scalda, suggeriscono che un componente termicamente sensibile sulla scheda di controllo sta raggiungendo la fine della sua vita utile.
FAQ
D1: Un asse CNC produce un persistente allarme VRDY all'accensione. La tensione del bus DC è corretta. Gli altri assi sono normali. Si tratta dell'A20B-2001-0821?
Un allarme VRDY su un singolo asse all'accensione, con bus DC corretto e altri assi normali, è coerente con un guasto della scheda di controllo.
Il test di autodiagnostica all'accensione della scheda è fallito. Controllare gli indicatori LED dell'SVM per eventuali codici di allarme.
Confermare che il cavo dell'encoder e il connettore di feedback siano inseriti correttamente: un connettore di feedback allentato può anche produrre questo sintomo.
Se il cavo è confermato buono, sostituire la scheda di controllo.
D2: L'asse funziona correttamente a bassa velocità ma mostra un errore di posizione crescente ad alte velocità di avanzamento. Il sistema meccanico appare normale. Potrebbe essere la scheda di controllo?
Errore di posizione crescente ad alte velocità di avanzamento con un sistema meccanico normale indica i loop di controllo servo.
Il loop di velocità o di corrente potrebbe non rispondere abbastanza velocemente, un segno che i circuiti di elaborazione della scheda di controllo sono degradati.
Controllare anche i parametri servo (guadagni di loop, feedforward) per confermare che siano corretti.
Se i parametri sono corretti e il problema persiste, i circuiti DSP o di interfaccia della scheda di controllo sono probabilmente invecchiati.
D3: Il motore dell'asse produce vibrazioni e rumori insoliti da fermo, ma l'accuratezza di posizione è accettabile durante il movimento. Cosa sulla scheda di controllo potrebbe causare questo?
Vibrazioni e rumore da fermo con accuratezza accettabile durante il movimento indicano tipicamente un problema nel loop di corrente, in particolare nella sezione di misurazione della corrente o di pilotaggio del gate della scheda di controllo.
Un piccolo errore o rumore nel feedback di corrente da fermo produce una corrente di dithering che si manifesta come vibrazione.
Questo tipo di guasto spesso peggiora con la temperatura man mano che i componenti invecchiano. Sostituire la scheda di controllo e confrontare il comportamento da fermo.
D4: Una scheda A20B-2001-0821 di ricambio da un'applicazione robot può essere utilizzata in una macchina utensile CNC?
Se i codici articolo corrispondono esattamente, l'hardware è compatibile.
La scheda di controllo servo svolge la stessa funzione sia nelle applicazioni CNC che robot: la differenza è nel software del controller e nel sistema meccanico, non nella scheda di azionamento.
Confermare che il codice articolo completo, incluso il suffisso -0821, corrisponda. Non utilizzare mai un suffisso diverso come sostituto, anche se la scheda appare fisicamente simile.
D5: Dopo la sostituzione della scheda di controllo, l'asse supera il suo target di posizione ad ogni movimento. I parametri sono stati ripristinati dal backup. Qual è la causa probabile?
Il superamento della posizione dopo la sostituzione della scheda con parametri ripristinati indica tipicamente un parametro del loop servo che non è stato ripristinato correttamente.
Il guadagno di posizione, il guadagno di velocità o il valore di compensazione feedforward potrebbero essere errati.
Confrontare ogni parametro servo per l'asse interessato con la documentazione della macchina e i valori di backup.
Confermare inoltre che l'impostazione del tipo di encoder sia corretta: l'uso di un'impostazione del tipo di encoder errata produce una scalatura del feedback errata che si manifesta come overshoot o oscillazione.

 Il tuo messaggio deve contenere da 20 a 3000 caratteri!
Il tuo messaggio deve contenere da 20 a 3000 caratteri!