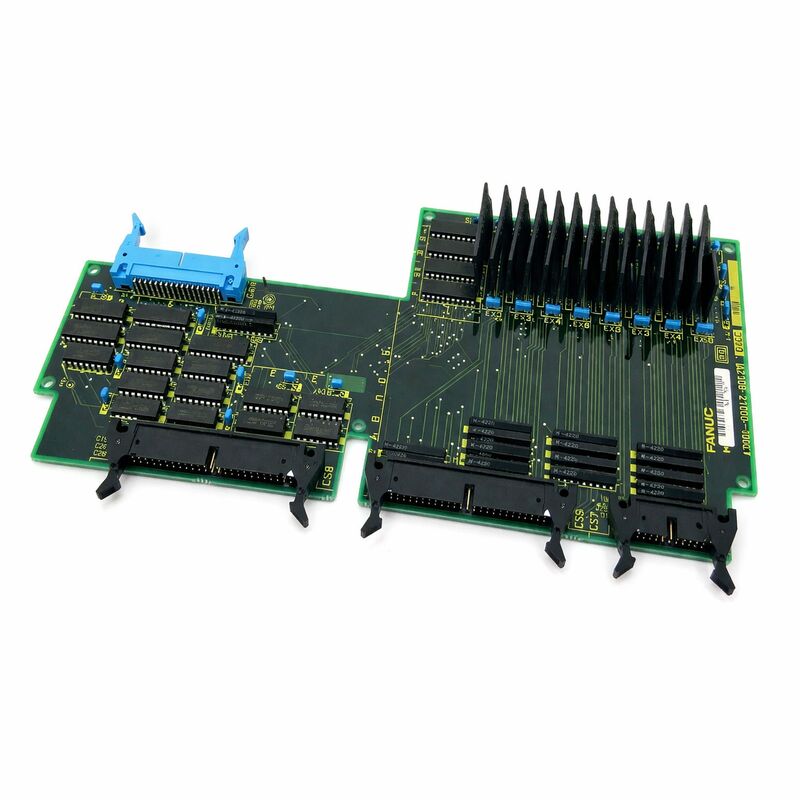
FANUC A20B-9001-0480 ∙ 52/40 Sub I/O PCB di tipo affondamento ∙ Piggyback I/O Espansione per FANUC Serie 16/18 CNC, estende la capacità DI/DO, ricambi industriali
Visualizzazione
IlFANUC A20B-9001-0480occupa un ruolo molto specifico e pratico nell'architettura di I/O del CNC FANUC Serie 16/18:dà a una macchina più connessioni di segnale senza richiedere una scheda di I/O indipendente o un secondo controller.
La scheda I/O sub si collega direttamente a una scheda I/O primaria esistente, condividendo la connessione bus della scheda primaria con il CNC aggiungendo i propri terminali di segnale.
Il risultato è un compatto,l'espansione di I/O conveniente che i costruttori di macchine utensili hanno incorporato quando la capacità di una sola scheda I/O primaria era insufficiente per l'intero complesso di input e output di una macchina.
Per comprendere perché l'espansione degli I/O è talvolta necessaria è necessario conoscere come gli I/O delle macchine utensili sono distribuiti.
The PMC (Programmable Machine Controller) in a FANUC CNC executes the machine-specific ladder logic that controls every machine function except the actual axis and spindle motion — ATC tool selection and clamping, cambio pallet, liquido di raffreddamento acceso/spento, trasportatore a chip, blocchi delle porte, sistema di lubrificazione, fissaggio del pezzo di lavoro, posizionamento del tailstock, riposi stabili, azionamento della valvola idraulica,e innumerevoli altre funzioni.
Ciascuna di queste funzioni genera e consuma segnali di I/O: una porta ha un limite aperto e un limite chiuso (2 ingressi),una pinza idraulica ha un comando solenoide (1 uscita) e interruttori di limite confermati/non fissati (2 ingressi), un magazzino utensile può avere un segnale per ogni sensore di posizione del magazzino (fino a 60+ ingressi su magazzini di grandi dimensioni).Aggiungete questi su un centro di lavorazione completamente attrezzato e il numero totale di I/O supera facilmente quello fornito da una singola scheda 104/80.
Specificità principali
| Parametro |
Valore |
| Input digitali (DI) |
52 |
| Importazioni digitali (DO) |
40 |
| Tipo di uscita |
Tipo di pozzo (NPN, attivo-basso) |
| Montaggio |
Piggyback sulla scheda I/O primaria |
| Compatibilità del sistema |
FANUC Serie 16, 18 CNC |
| DI/DO combinato con Primary |
156 DI / 120 DO (con base A16B-2202-0960) |
| Origine |
Giappone |
L'uscita del tipo di lavandino che cosa significa per il cablaggio della macchina
"Tipo di affondamento" nella terminologia di I/O di FANUC significa che i transistor di uscita tirano il terminale di uscita verso il common rail a 0 V quando sono attivi (logica 1).
Il dispositivo esterno una valvola solenoide, una bobina di rilassamento, una lampada indicatrice è collegato tra il binario di alimentazione positivo (+ 24VDC) e il terminale di uscita.flussi di corrente da +24V attraverso il dispositivo e verso il terminale di uscita, dove il transistor del lavandino lo passa a 0V.
Questa topologia del lavandino (NPN) è ampiamente utilizzata nelle macchine utensili CNC asiatiche e nelle attrezzature industriali giapponesi.le lampade pilota progettate per sistemi compatibili con FANUC sono collegate tra 24VDC e l'uscita del lavandino senza componenti aggiuntivi.
Il diagramma del cablaggio della macchina per la macchina utensile specifica mostra quali indirizzi di uscita corrispondono a quali terminali di uscita fisici sui connettori della scheda I/O,e quali dispositivi esterni sono collegati a ciascun terminale.
The A20B-9001-0480's 40 sink outputs follow the same electrical characteristics as the primary I/O board's outputs — designed for the 24VDC machine tool control voltage standard and capable of handling the inductive loads (solenoid valve coils, bobine di relé) che sono standard nei sistemi elettrici delle macchine utensili.
Posizione dell'impianto e relazione con la scheda di I/O primaria
Nel rack CNC FANUC serie 16/18, la scheda I/O primaria occupa uno slot designato.
La scheda A20B-9001-0480 è collegata direttamente alla scheda primaria tramite un connettore di espansione dedicato, non occupa uno slot indipendente ma è montata sulla scheda primaria.utilizzando la connessione del rack della scheda per comunicare con il PMC del CNC.
The PMC ladder programme accesses the sub I/O board's inputs and outputs through specific G-address (outputs from PMC) and F-address (inputs to PMC) ranges that are assigned to the sub board's signals in the I/O board's address mapping.
The machine tool builder defines this address mapping in the PMC parameters when the machine is built — the A20B-9001-0480's signals appear to the PMC ladder as additional DI/DO addresses beyond those of the primary board.
Quando si sostituisce l'A20B-9001-0480, l'installazione fisica della scheda di ricambio è il contrario di quanto sopra: collegarla al connettore di espansione della scheda primaria,fissare meccanicamente (la tavola è in genere fissata alla staffa o ai punti di blocco della tavola primaria), ricollegare il cablaggio I/O alle strisce terminali o al connettore della scheda di controllo e verificare il funzionamento dell'indirizzo I/O PMC controllando i segnali sullo schermo di diagnosi PMC.
Screen di diagnosi PMC First Tool per l'isolamento dei difetti
Quando si sospetta che un segnale proveniente dall'A20B-9001-0480 abbia un guasto, una funzione della macchina che non risponda a un comando,un ingresso che non riflette lo stato fisico del sensore la prima fase diagnostica è lo schermo di diagnosi PMC del CNC.
Accessibile tramite il pannello MDI, lo schermo di diagnosi mostra lo stato in tempo reale di ogni indirizzo PMC,compresi gli indirizzi G (uscite comandate) e gli indirizzi F (input ricevuti) corrispondenti ai segnali della scheda.
Se una uscita comandata è attiva (G-address bit = 1), ma il terminale di uscita fisico non mostra 24V quando misurato con un multimetro, il guasto è o nel transistor di uscita della scheda,nel cablaggio dal terminale al dispositivo, o nel dispositivo stesso.
Se un indirizzo di ingresso (bit di indirizzo F) non rispecchia lo stato fisico del sensore (sensore attivato ma bit = 0, o sensore inattivo ma bit = 1), il guasto è nel circuito di ingresso della scheda sottostante,il cablaggio di ingresso, o il sensore.
Questo approccio sistematico di tracciamento del segnale isola rapidamente se l'A20B-9001-0480 stesso ha fallito o se il difetto è nel cablaggio esterno e nei dispositivi ad esso collegati.
Domande frequenti
D1: L'A20B-9001-0480 è sempre presente o è un'aggiunta facoltativa al sistema I/O della serie 16/18?
Si tratta di un'aggiunta facoltativa la scheda I/O primaria funziona in modo indipendente,e l'A20B-9001-0480 viene installato solo quando il costruttore della macchina utensile ha determinato che la capacità 104/80 DI/DO della scheda primaria è insufficiente per i requisiti di I/O della macchina.
Alcune macchine della serie 16/18 hanno la scheda di sottoinstallazione installata in fabbrica; altre no.
L'esistenza della scheda di controllo in una macchina specifica è confermata ispezionando fisicamente l'assemblaggio della scheda di controllo I/O o facendo riferimento alla documentazione elettrica della macchina.
Una macchina in esecuzione senza la sua scheda di controllo installata quando la scala PMC si aspetta che mostri allarmi o un comportamento di I/O errato per tutti gli indirizzi assegnati alla scheda di controllo.
D2: Dopo aver sostituito l'A20B-9001-0480, alcune delle funzioni della macchina non funzionano ancora.
Verificare che la scheda di ricambio sia posizionata correttamente e collegata al connettore di espansione della scheda di I/O primaria.Quindi controllare tutti i riaccordi di cablaggio ai terminali di I / O della scheda.
Utilizzare lo schermo di diagnosi PMC per confermare quali indirizzi specifici di ingresso e di uscita mostrano stati errati, quindi tracciare tali segnali specifici attraverso il cablaggio dal terminale al dispositivo.
Un controllo sistematico indirizzo per indirizzo rispetto all'elenco I/O della macchina (normalmente nella documentazione elettrica della macchina) conferma se il problema è interno alla scheda o esterno al cablaggio.
D3: L'A20B-9001-0480 può essere utilizzato con i sistemi CNC FANUC serie 0 o 21?
L'A20B-9001-0480 è specificato per i sistemi CNC FANUC serie 16/18.0i) dipende dal fatto che le schede di I/O primarie di tali sistemi abbiano lo stesso connettore di espansione e che la mappatura degli indirizzi PMC sia compatibileNon si deve presumere la compatibilità intergenerazionale ¥ verificare la documentazione hardware della macchina specifica e il manuale hardware della generazione CNC prima di ordinare o installare.
D4: La scheda di I/O di sub ha uscite di tipo "sink". È possibile collegare a queste uscite dispositivi di tipo sorgente (PNP)?
Le uscite di tipo "sink" sono progettate per il funzionamento con corrente di scarico con carichi di alimentazione positivi a 24 VDC (solle di valvola solenoide, bobine di relé collegate a +24 V).I sensori di tipo sorgente (PNP) o altri dispositivi di tipo sorgente non possono sostituire direttamente o connettersi ai terminali di uscita di tipo lavandino senza un relè o un circuito di interfaccia.
Quando si collegano dispositivi di campo, verificare che la topologia del cablaggio del dispositivo (carico connesso a +V o carico connesso a 0V) corrisponda al tipo di uscita (sink o sorgente).
Per i canali di ingresso, si applicano considerazioni simili: i circuiti di ingresso dell'A20B-9001-0480 sono progettati per una tensione e una topologia specifici del segnale di ingresso, come documentato nel manuale di connessione della serie 16/18.
D5: Ci sono dati CNC memorizzati nell'A20B-9001-0480 che devono essere eseguiti un backup prima della sostituzione?
No. L'A20B-9001-0480 è una scheda di interfaccia per segnali puramente elettrici ∙ contiene transistor I/O, optoaccoppiatori di ingresso, circuiti di condizionamento del segnale e i connettori fisici per il cablaggio di campo,ma non memorizza parametri della macchina, programmi di scala PMC o dati di configurazione.
Tutti i dati PMC risiedono nei moduli di memoria FROM/SRAM del controller CNC, non influenzati dalla sostituzione della scheda I/O. Non è richiesto un backup dei dati specificamente per la sostituzione di questa scheda.

 Il tuo messaggio deve contenere da 20 a 3000 caratteri!
Il tuo messaggio deve contenere da 20 a 3000 caratteri!